What Is a Stainless Steel Ring Die in a Pellet Mill?
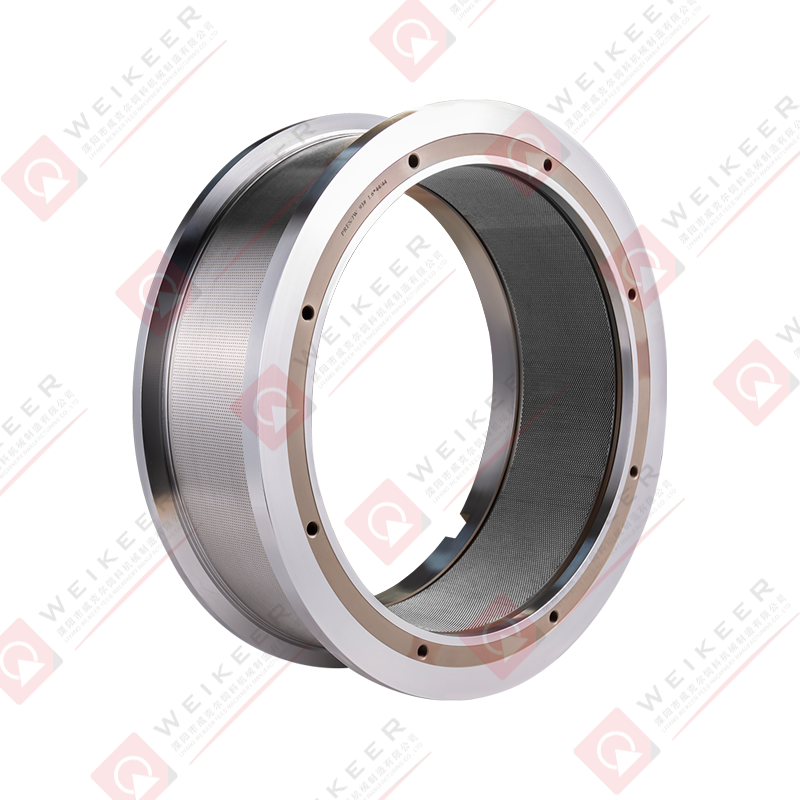
A ring die is the core forming component inside a pellet mill — a thick, cylindrical steel band perforated with hundreds or thousands of precisely bored holes through which conditioned feed material is forced by rotating press rollers. The material compresses through each die hole under enormous mechanical pressure, emerging from the exit face as a dense, uniform pellet that is then cut to length by an adjustable knife. Among the various die materials available, stainless steel ring dies have established a strong reputation in specific pelletizing applications where corrosion resistance, hygiene compliance, and long-term surface integrity outweigh the raw hardness advantage of alloy tool steels.
Understanding what differentiates a stainless steel ring die from conventional carbon steel or alloy steel alternatives — and knowing precisely when and where to deploy one — is essential knowledge for anyone responsible for specifying or maintaining pellet mill equipment. Whether you are producing animal feed, aqua feed, pet food, wood pellets, or specialty biomass, the die specification has a direct and measurable impact on throughput, pellet quality, energy consumption, and total operating cost per tonne.
How the Ring Die Anchors the Entire Pelletizing Process
The term "anchor" in the context of ring dies refers to more than just mechanical fastening — it describes the die's fundamental role as the fixed reference point around which every critical pelletizing variable revolves. The die is clamped rigidly to the die holder or drive hub of the pellet mill using a precisely machined anchor system, typically involving a tapered seat, locking bolts, and alignment keys that prevent any rotational slip or axial movement during operation. This rigid anchoring is non-negotiable: even microscopic movement between the die and its drive hub causes fretting wear, vibration, and ultimately catastrophic fatigue cracking in high-production environments.
Once anchored, the die's geometry — its inner diameter, outer diameter, effective width, hole diameter, hole pattern, and compression ratio — dictates the operating window for roller gap, roller diameter, feed conditioner output, and motor load. A change in die specification is not an isolated component swap; it is a system-level event that requires recalibration of the entire pelletizing line. This is why operators who invest in a correctly specified stainless steel ring die matched to their exact formulation and throughput target consistently achieve better results than those who purchase on price alone.
Stainless Steel vs. Alloy Steel Ring Dies: A Practical Comparison
The choice between stainless steel and conventional alloy steel for a ring die is not a question of which material is universally — it is a question of which material is correct for the specific application. Each has a defined performance profile with genuine strengths and genuine limitations.
| Property |
Stainless Steel Ring Die |
Alloy Tool Steel Ring Die |
| Corrosion Resistance |
Excellent — chromium oxide passive layer |
Poor without surface treatment |
| Surface Hardness |
Moderate (HRC 28–38 typical) |
High (HRC 52–62 with heat treatment) |
| Hygiene / Food Safety |
Superior — no rust contamination risk |
Risk of rust spots in wet feed environments |
| Hole Polish Retention |
Good — smooth surface resists pitting |
Can pit and roughen in corrosive feed |
| Abrasion Resistance |
Lower than hardened alloy steel |
High — better for abrasive minerals/additives |
| Typical Applications |
Aqua feed, pet food, high-moisture feed, salt-rich formulas |
Poultry feed, biomass, wood pellets, dry compound feed |
| Purchase Cost |
Higher initial cost |
Lower initial cost |
In aquatic feed production, for example, formulations often contain high levels of fish meal, squid paste, and salt — all aggressively corrosive to carbon steel. An alloy steel die in this environment will develop rust pitting inside the die holes within weeks, increasing friction, raising pellet temperature, degrading pellet surface quality, and ultimately causing premature hole enlargement. A 316 or 316L stainless steel ring die eliminates this failure mode entirely, justifying its higher purchase price through dramatically extended service life and consistent pellet quality over the production run.
Stainless Steel Grades Used in Pellet Mill Ring Dies
Not all stainless steel is equivalent, and the grade selection for a ring die has meaningful consequences for performance and longevity. The commonly used grades in pellet mill ring die manufacturing are from the austenitic family, chosen for their combination of corrosion resistance, machinability, and toughness.
316 and 316L Stainless Steel
316 stainless steel is the standard workhorse grade for chemical and food-contact applications. The addition of molybdenum (2–3%) to the standard 18/8 chromium-nickel composition provides significantly enhanced resistance to chloride pitting and crevice corrosion compared to 304 stainless — a critical advantage in salt-rich feed formulations. The low-carbon 316L variant minimizes sensitization (carbide precipitation at grain boundaries) during welding and high-temperature exposure, making it preferable where the die undergoes thermal cycling during steam conditioning. For aqua feed and pet food ring die applications, 316L is the recommended grade.
17-4 PH (Precipitation Hardening) Stainless Steel
17-4 PH stainless steel bridges the gap between corrosion-resistant austenitic grades and high-hardness tool steels. Through a controlled aging heat treatment, 17-4 PH can achieve hardness levels of HRC 38–44 while retaining good corrosion resistance from its 15–17% chromium and 3–5% copper content. This makes it a compelling option for ring dies that must handle moderately abrasive feed ingredients in corrosive environments — situations where 316L would wear too quickly and conventional alloy steel would corrode unacceptably. Many premium aqua feed and specialty pet food dies are manufactured from 17-4 PH for exactly this reason.
Duplex Stainless Steels
Duplex grades such as 2205 offer a two-phase microstructure combining austenite and ferrite, delivering approximately twice the yield strength of standard 316L while maintaining chloride corrosion resistance. Although less commonly used in ring dies due to higher material and machining costs, duplex stainless is specified for large-diameter dies in high-production facilities processing high-salinity aquaculture feeds, where the combination of mechanical stress and chemical attack would exhaust standard austenitic grades prematurely.
Key Die Hole Specifications and Their Effect on Pellet Quality
The geometric specifications of the die holes are where pelletizing science becomes precise. Each parameter directly influences pellet density, durability, moisture retention, and production rate, and must be matched carefully to the formulation being processed.
- Hole Diameter: Determined by the target pellet diameter, which is in turn specified by the end user (livestock, aquaculture species size, or industrial application). Common diameters range from 1.5 mm for micro aqua feed pellets up to 12 mm or larger for ruminant and biomass applications. Hole diameter must match roller groove profile to ensure even material entry across the die face.
- Compression Ratio (L/D Ratio): The ratio of the effective hole length (working depth) to the hole diameter. A higher L/D ratio increases compression, producing harder and denser pellets with lower moisture content — desirable for sinking aqua feed or high-durability livestock pellets. A lower L/D ratio reduces compression, yielding softer pellets with higher throughput — suited for mash conditioned feeds or floating aqua pellets. Typical L/D ratios range from 6:1 to 14:1 depending on the formulation.
- Inlet Countersink or Bevel: The entry bevel at the inner face of each die hole guides material smoothly into the compression zone, reducing the shear energy required at entry and preventing bridging. The countersink angle and depth affect how aggressively material is drawn in and influence the energy consumption profile of the mill.
- Relief or Release Bore: Many die designs incorporate a larger-diameter relief bore at the exit end of each hole. This reduces the contact length between the pellet and the die at the point of exit, lowering ejection resistance, reducing pellet surface temperature, and improving throughput — particularly important in high-fat formulations where overheating causes fat migration and pellet surface smearing.
- Hole Surface Finish: The internal surface roughness of each die hole directly affects pellet surface quality and energy consumption. A finely polished hole surface (Ra below 0.8 µm) reduces friction, lowers die temperature, and produces smooth-surfaced pellets. Stainless steel dies retain their polished bore condition better than carbon steel dies in corrosive environments because they do not develop rust pitting that roughens the hole surface over time.
Breaking In a New Stainless Steel Ring Die Correctly
New ring dies — including stainless steel variants — require a carefully managed break-in procedure before being run at full production throughput. Skipping or rushing the break-in process is one of the common causes of premature die failure, particularly hole blockage, uneven wear patterns, and bearing overload during the hours of operation.
The standard break-in procedure involves filling the die holes with an oily mix — typically a blend of fine bran, rice hulls, or wood flour combined with 5–10% food-grade oil — before the production run. This conditioning charge lubricates the die holes and allows the roller surfaces to bed in against the die inner face gradually. The mill should be started at reduced speed and feed rate, with the roller gap set slightly wider than the normal production setting. Over the two to four hours, feed rate and speed are progressively increased while motor amperage is monitored to ensure it remains within nameplate limits. Once the die has reached stable operating temperature and the motor load has settled, the gap and feed rate are adjusted to normal production parameters.
Maintenance and Storage Practices That Extend Die Service Life
Even the corrosion-resistant stainless steel ring die will fail prematurely without consistent maintenance and proper storage protocols. The following practices are essential for the return on investment from a stainless steel ring die:
- Flush and Fill Before Shutdown: At every planned shutdown, flush production feed through the die to clear residual high-moisture or high-fat material from the holes, then fill the holes with the oily conditioning mix described above. This prevents hole blockage from dried or oxidized feed residue and protects the bore surface during idle periods.
- Inspect the Anchor Seating Regularly: Remove the die from the mill at scheduled intervals and inspect the tapered seating surface, keyways, and anchor bolt threads for fretting marks, galling, or corrosion. Even stainless steel ring dies can suffer crevice corrosion at the contact interface with the die holder if moisture ingress is not prevented. Clean and lightly coat the seating surfaces with anti-seize compound during reassembly.
- Rotate Die Orientation Periodically: Many operators rotate the die 120 or 180 degrees on the drive hub at each reinstallation. This distributes wear from the feed entry zone — where the abrasive, unconditioned material contacts the die — more evenly across the full die width, extending effective service life.
- Dry Storage with Protective Coating: When a stainless steel ring die is removed from service for extended storage, clean all surfaces thoroughly, blow out the holes with compressed air, and apply a thin film of food-grade mineral oil or anti-rust spray to all surfaces. Store the die vertically in a dry, temperature-stable environment away from chloride-containing cleaning agents or atmospheres, which can attack even stainless steel in concentrated form over extended periods.
- Track Hole Wear with Plug Gauges: Establish a regular measurement program using calibrated plug gauges to track the enlargement of die hole diameters over time. When hole diameter has increased beyond 0.1–0.15 mm above the nominal specification, pellet diameter consistency and durability will have degraded measurably. This data allows replacement to be planned proactively rather than reacting to customer quality complaints or sudden throughput collapse.
A stainless steel ring die represents a meaningful capital investment in the performance and reliability of a pellet mill line. When the grade, hole specification, break-in procedure, and maintenance program are all correctly aligned with the production formulation and throughput requirements, the return on that investment — measured in extended die life, consistent pellet quality, reduced downtime, and lower cost per tonne — is substantial and reproducible across the full service life of the equipment.



 русский
русский Español
Español عربى
عربى 中文简体
中文简体













